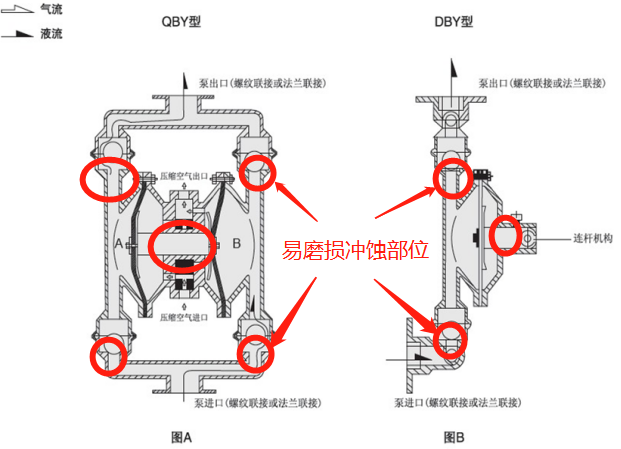
工作原理:
在隔膜泵的兩個對稱工作腔中���,各裝有一塊有彈性的隔膜���,聯桿將兩塊隔膜結成一體��,壓縮空氣從泵的進氣接頭進入配氣閥 后���,推動兩個工作腔內的隔膜����,驅使聯桿聯接的兩塊隔膜同步運動����。與此同時�����,另一工作腔中的氣體則從隔膜的背后排出泵外����。一旦到達行程終點�����。配氣機構則自動地將壓縮空氣引入另一個工作腔�����,推動隔膜朝相反方向運動�����,這樣就形成了兩個隔膜的同步往復運動���。每個工作腔中設置有兩個單向球閥��,隔膜的往復運動���,造成工作腔內容積的改變���,迫使兩個單向球閥交替地開啟和關閉�����,從而將液體連續地吸入和排出���。

一.進出漿口修復工藝:
(一)���、制定施工方案:
1.根據新設備或圖紙確定修復后設備應達到的公差范圍
2.根據工件施膠要求制作相對應的模具
(二)�、表面處理工藝:
1. 對設備沖蝕缺損部位進行補焊�����,選用與設備基材同材質�����;
2. 脫脂���、除潮處理:去除工件表面的油脂��,使用新棉紗擦拭工件表面�。
3. 噴砂除銹:去除工件表面的氧化層�����,目視檢查�,噴砂面可見均勻的金屬本色���。噴砂處理完的工件不允許用帶油脂手套直接接觸噴砂面����,噴砂處理后工件要注意防潮�。對不需要處理的部分����,做好遮蓋保護�。
(三)�、耐磨修復材料選材(參見產品介紹)
1. NPT-J-14耐磨修復材料
2.NPT-YHL-J-1.0-2.0耐磨修復材料
3.設備修復面漆
(四)����、施膠工藝
1. 施膠
①.尾礦礦磨損較輕:
先預熱已噴砂的設備����,將 NPT-J-14耐磨修復材料A����、B組分按4:1(重量)比例混合攪拌均勻(氣溫較低時�,可以將A組分耐磨修復材料加熱至30~40℃���,使材料容易攪拌)�����,用加熱后涂敷工具將混合后的耐磨修復材料涂于設備磨損較重的部位��,朝一個方向涂覆;
②.中礦磨損嚴重:
將NPT-YHL-J-1.0-2.0耐磨修復材料A�、B組分按40:1(重量)比例混合攪拌均勻�,用批刀或塑料刮板將混合后的耐磨修復材料涂于磨損表面�,沿一個方向涂覆�����,使表面平整�、光滑���;
2.初固后�,將設備修復面漆按比例充分混合攪拌�����,用塑料刮板將攪拌后的材料均勻涂覆在工件表面����,進行表面處理���,使表面平整����、光滑����;
3.加溫固化:工件應放置在加溫爐中達到120℃�����,計時3個小時�,達到完全固化;
(五)�����、研磨����、驗收
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理��,打磨至標準尺寸��;
2.驗收:按照設備組裝標準組裝����,達到正常使用標準�����;
3.噴漆:經檢驗合格后�����,對工件進行噴漆��,要求噴漆表面均勻��,不允許有流掛現象�����;






 客服
客服