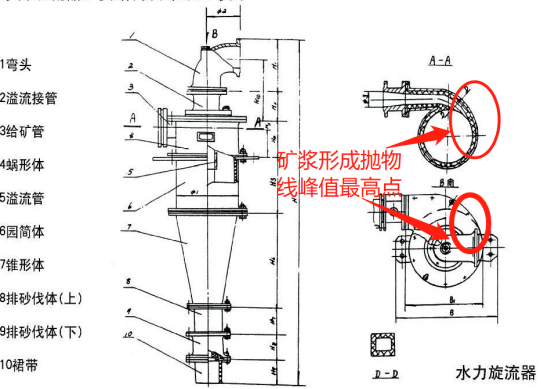
旋流器使用環境:中礦濃度≤60% 尾礦濃度≤30% 礦漿顆粒≤2.5����,有時伴有小顆粒鋼球�,環境特點:輸送介質大�,撞擊力強��,受損嚴重����。
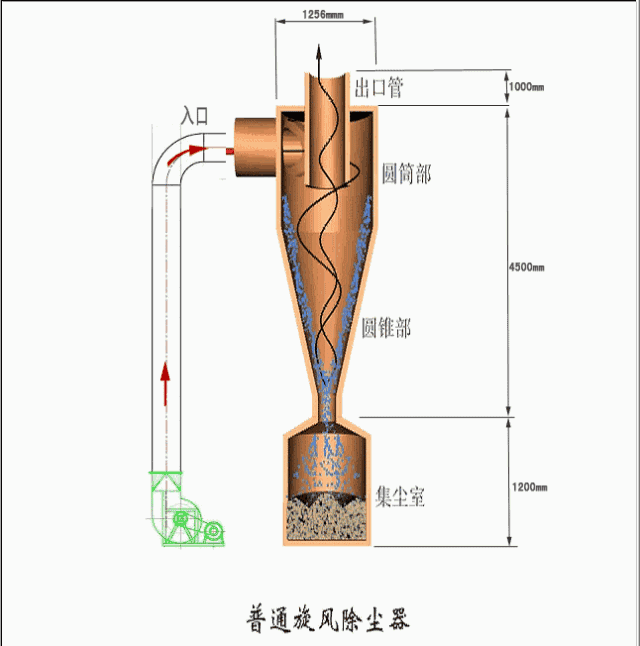
旋流器運轉原理:當待分離的兩相混合液以一定壓力從旋流器周邊切向進入旋流器內后�,產生強烈的三維橢圓型強旋轉剪切湍流運動���。由于粗顆粒與細顆粒之間存在粒度差����,其受到離心力��、向心浮力��、流體曳力等大小不同��,受離心沉降作用�,大部分粗顆粒經旋流器底流口排出��,而大部分細顆粒由溢流管排出����,從而達到分離分級目的��。
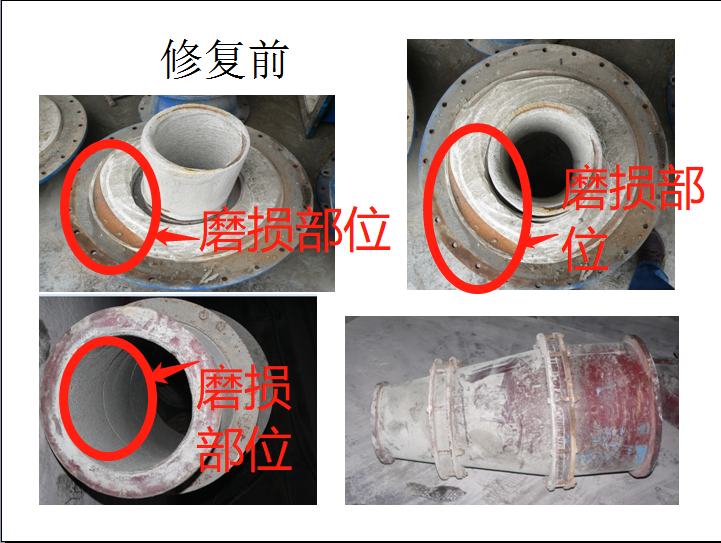
修復工藝:
(一)����、制定施工方案:
1.根據新設備或圖紙要求確定修復后設備應達到的尺寸公差����。
2.根據施膠要求制作模具�����。
(二)���、表面處理工藝:
1. 對設備沖蝕缺損部位進行補焊�����,并用砂輪機�、角磨機打磨平整��。
2. 脫脂�、除潮處理:去除工件表面的油脂�����,使用新棉紗擦拭工件表面���。
3. 噴砂除銹:去除工件表面的氧化層���,目視檢查�,噴砂面可見均勻的金屬本色��。噴砂處理完的工件不允許用帶油脂手套直接接觸噴砂面����,噴砂處理后工件要注意防潮�。對不需要處理的部分��,做好遮蓋保護��。
(三)����、耐磨修復材料選材:(參照產品介紹)
1.NPT-YHL-J-1.0-2.0耐磨修復材料
2.NPT-J-12耐磨修復材料
3.NPT-J-30耐磨修復材料
4.耐磨陶瓷片
5.設備專用修復面漆
(四)施膠工藝:
1)大顆粒礦漿修復
①.先預熱已噴砂的設備����,將NPT-YHL-J-1.0-2.0耐磨修復材料按A:B雙組份(重量)40:1比例混合攪拌均勻��,用加熱后的涂覆工具將混合后的耐磨修復材料涂覆設備磨損部位��,沿一個方向涂覆����;
②初固后��,將設備專用修復面漆按比例充分混合攪拌���,用塑料刮板均勻涂抹在工件表面�����,進行表面處理��,使工件表面平整�����、光滑���;
③加溫固化:a.把初固后的工件在室溫30℃情況下�����,放置24小時����,達到完全固化��。b.加溫固化:工件應放置加溫爐中達到100℃�����,計時1小時��,達到完全固化�;
2)小顆粒礦漿修復
①.將NPT-J-12#耐磨修復材料按(重量)4:1比例混合攪拌均勻���,用加熱后的涂覆工具將材料涂覆旋流器磨損表層�����,向一個方向涂敷�����,將工件表面修補平整��、光滑����;
②初固后��,將耐磨修復面漆按比例充分混合攪拌�,用噴涂或涂刷的方法涂覆在工件表面����,進行表面處理��,使工件表面平整����、光滑���;
③固化條件:a.把初固工件室溫30℃情況下�����,放置24小時達到完全固化��。b.加溫固化:工件應放置加溫爐中達到100℃���,計時1個小時����,達到完全固化����;

3)陶瓷片修復
①.預熱需要修復設備和修復設備需要的陶瓷片�。
②.把特種陶瓷膠甲乙兩組份按比例混合后粘貼陶瓷片�,粘接耐磨陶瓷片時所使用的膠要涂抹均勻���,不可有虛粘及突起現象���,耐磨陶瓷片表面光滑���,片與片間隙將小于0.4mm���。陶瓷片接頭平整光滑����。
(五)���、研磨���、驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理���,打磨至標準尺寸�。
2.驗收:按照設備組裝標準組裝����,達到設備正常運行標準�。
3.噴漆:經檢驗合格后�����,對工件進行噴漆�,要求噴漆表面均勻����,不允許有流掛現象�����。








 客服
客服