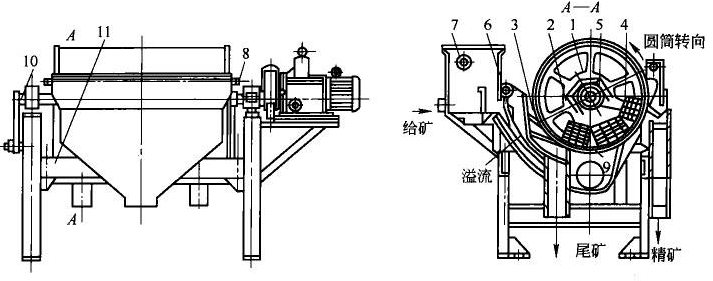
一�����、 工作原理
礦漿經給礦箱流入槽體后��,在給礦噴水管的水流作用下���,礦粒呈松散狀態進入槽體的給礦區�。在磁場磁選機的作用����,磁性礦粒發生磁聚而形成"磁團"或"磁鏈"��,"磁團"或"磁鏈"在礦漿中受磁力作用���,向磁極運動���,而被吸附在圓筒上�。由于磁極的極性沿圓筒旋轉方向是交替排列的��,并且在工作時固定不動�����,"磁團"或"磁鏈"在隨圓筒旋轉時���,由于磁極交替而產生磁攪拌現象����,被夾雜在"磁團"或"磁鏈"中的礦石等非磁性礦物在翻動中脫落下來���,最終被吸在圓筒表面的"磁團"或"磁鏈"即是精礦�。精礦隨圓筒轉到磁系邊緣磁力最弱處���,在卸礦水管噴出的沖洗水流作用下被卸到精礦槽中�����,如果是全磁磁輥�,卸礦是用刷輥進行的���。非磁性或弱磁性礦物被留在礦漿中隨礦漿排出槽外����,即是尾礦����。
二���、修復方法(參照產品介紹)
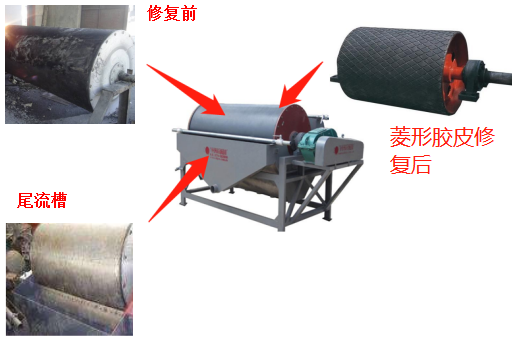
⑴耐磨橡膠修復
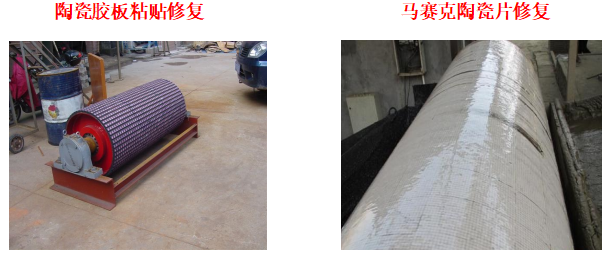
⑵瑞塔陶瓷包膠修復
⑶NPT-C-16-30耐磨修復材料
三����、橡膠修復工藝
1.用特殊藥涂抹與耐磨橡膠接口處把報廢的橡膠皮清理干凈��。
2.用二保焊或者DX400電焊機把滾筒表面沖蝕部位焊接修復����。
3.用砂輪機沿著筒壁均勻打磨清除表面鐵銹��。
4.把滾筒表面灰塵清理干凈涂抹金屬處理劑M�。
5.在滾筒表面����、膠板背面涂抹粘接劑T�,待20份鐘后觸摸滾筒膠皮均無粘手后,膠皮均勻貼在滾筒表面���。
6.敲打滾筒表面確保膠皮與滾筒緊密粘貼��。
7.滾筒包膠接縫處封膠處理����。
8.具體修復流程參(菱形包膠視頻)
四����、馬賽克耐磨陶瓷片施工方法
1����、檢查環境溫度
施工期間���,施工地點的氣溫須控制在5℃至40℃之間�,如氣溫過低時���,材料本身及施工區域則須加溫至5℃以上�,直到耐磨陶瓷施工完畢為止�。應避免在直接日曬或強風狀況下施工���,防止磁選機熱脹冷縮造成的陶瓷片互相擠壓而影響粘接強度����,強風下禁止施工�����,因風造成的揚塵會嚴重影 響陶瓷膠的粘結強度����。
2���、進行磁選機表面處理����,用清掃工具將施工部位的浮灰��、雜物等清掃干凈����。
3�、機械除銹��,用角向打磨機除垢�、除銹���、除雜物����,直至露出金屬光澤�。作到表面光滑平整�����。有焊縫的部位���,需要完全打磨平整�����。
4����、刮膠水����,將瓷膠和固化劑按比例調配�,然后攪勻���,把調好的膠刮涂在陶瓷上���,粘接劑涂抹均勻�����,不得有漏涂現象���,然后把陶瓷片按照順序粘接到磁選機筒體壁板上�。(嚴格按照工藝比例混膠�,并保證混合均勻�;每次混膠量以隨用隨配為原則)���。
5���、粘貼
將刮好膠的陶瓷片按順序貼在施工部位����,用橡皮錘輕輕敲實��。陶瓷片裝貼需緊密貼緊金屬壁板�����,陶瓷裝貼應平整并應盡可能形成光滑面��,每相鄰的陶瓷塊的高低差應小于0.1mm���。
6�����、自檢���、修整
陶瓷粘貼完成后進行檢查�����,陶瓷襯片外表面光滑平整����,無深度滑痕及破裂現象���,確保粘貼后平整�,發現不合格處進行修整�����。
7. 具體修復流程參(耐磨陶瓷片修復視頻)
五����、NPT-C-16-30耐磨修復材料修復
(一)�����、制定施工方案:
1.根據新設備或圖紙確定修復后設備應達到的公差范圍���。
2.根據工件施膠要求制作相對應的模具�。
(二)�、表面處理工藝:
1. 對設備沖蝕缺損部位進行焊接�����。
2. 脫脂�����、除潮處理:去除工件表面的油脂�����,使用新棉紗擦拭工件表面�。
3. 噴砂除銹:去除工件表面的氧化層��,目視檢查�����,噴砂面可見均勻的金屬本色��。噴砂處理完的工件不允許用帶油脂手套直接接觸噴砂面�����,噴砂處理后工件要注意防潮�,對不需要處理的部份�����,做好遮蓋保護��。
(三)�、耐磨防腐材料選材:(參照產品介紹)
1.NPT-C-16-30耐磨修復材料
2.設備專用修復面漆
(四)�����、施膠工藝
1.先預熱已噴砂的設備�,將NPT-C-16-30耐磨修復材料A���、B組份按38:1(重量)比例混合攪拌均勻(溫較低時��,可以將A組份耐磨修復材料加熱至30~40℃����,使材料容易攪拌)�����,用加熱后的涂敷工具將混合后的耐磨修復材料涂覆于設備磨損部位�,沿一個方向涂覆�����,使修復面平整����、光滑���。
2.初固后����,將設備專用修復面漆按比例充分混合攪拌�����,用噴涂或涂刷的方法均勻涂覆在工件表面���,進行表面處理��,使表面平整���、光滑��。
3.固化條件:a.完成施膠的工件�,在常溫30℃(室溫25℃)條件下24—36小時完全固化����。
b.在100℃條件下加熱1小時完全固化��。
(五)�、研磨����、驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理����,打磨至標準尺寸����。
2.驗收:按照設備組裝標準進行組裝����,達到設備正常運行標準��。
3.噴漆:經檢驗合格后���,對工件進行噴漆�����,要求噴漆表面均勻�����,不允許有流掛現象�。
耐磨材料修復后









 客服
客服