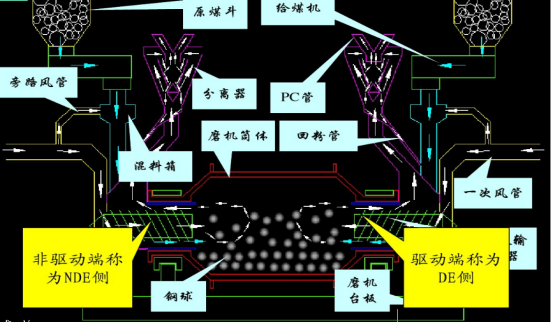
雙進雙出磨煤機工作原理:原料通過能自動控制速度的給料機進入落煤管�,靠重力作用落入輸送裝置下方進入磨煤機筒體����,原煤磨成粉后通過一級風進行干燥并將煤粉輸送到磨煤機上方分離器中����,不合格的粗煤粉重新落入磨煤機二次粉碎��,合格的細煤粉進入燃燒器充分燃燒提供熱能
磨煤機種類:有立式磨粉機���、高壓懸輥磨���、中速微粉磨����、超壓梯形磨��、雷蒙磨等型號���。
磨煤機重點修復部位:進口�、出口�����、管道
耐磨材料修復工藝
一����、耐磨防腐材料選用:(參照產品介紹)
1. NPT-G-12耐磨修復材料
2. NPT-G-14耐磨修復材料
3. 設備專用修復面漆
二���、表面處理工藝
1. 用砂輪機處理管道進出口內壁浮銹以及灰塵�����,對磨損較嚴重部位焊接���。
2.對管道進行加熱至60-80℃為施膠前準備(根據磨損程度選擇合適材料)�����。
三���、施膠工藝
1.先預熱已噴砂的設備���,將NPT-G-12耐磨修復材料按A:B雙組份4:1(重量)比例混合攪拌均勻涂覆于進料口����,用加熱后涂覆工具將耐磨修復材料涂敷于設備磨損部位��,朝一個方向涂覆��,使修復面平整��、光滑�����;
2.將NPT -G-14耐磨修復材料按A:B雙組份4:1(重量)比例混合攪拌均勻涂覆于出料口����,用加熱后涂覆工具將材料朝一個方向涂覆�����,使修復面平整��、光滑����;
3.初固前����,將設備專用修復面漆按比例充分混合攪拌��,用噴涂或涂刷方法均勻涂覆在施膠表面���,進行表面處理��,使表面平整����、光滑��;
4.加溫固化:把施膠后工件放置加溫爐中加溫至150℃��,加溫3小時�,完全固化�;

四�、研磨�����、驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理���,打磨至標準尺寸�����;
2.驗收:按照設備組裝標準進行組裝�����,達到設備正常運行標準�����;
3.噴漆:經檢驗合格后�,對工件進行噴漆���,要求噴漆表面均勻�,不允許有流掛現象����。
五��、陶瓷片修復工藝
1�����、表面清理:有效清除灰垢��、浮繡等雜物
2���、打磨作業:采用角磨機對所噴涂管壁進行處理����,要求管面無浮銹等松動物���。在濕度大于85%的環境中嚴禁施工���,以保證工程質量達到優良標準����。
3����、粘貼陶瓷襯板:陶瓷膠按甲��、乙兩組份1:1(重量)均勻混合后粘貼陶瓷片�,粘貼耐磨陶瓷片時��,粘貼縫隙不得超過0.4mm,涂覆要均勻��,不應有虛粘及突起現象�����,耐磨陶瓷層表面光滑��,片與片間無間隙
4�����、自檢:粘貼陶瓷片完畢后���,進行自我質量檢查���,對不合格的部位重新進行處理��,再自檢�����。








 客服
客服