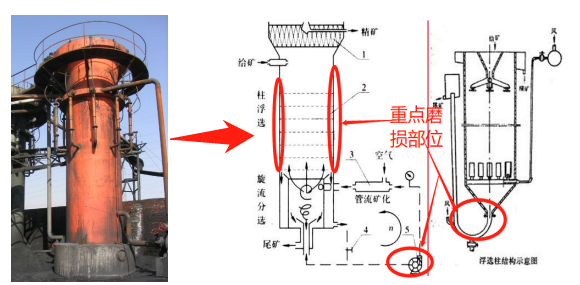
結構圖:
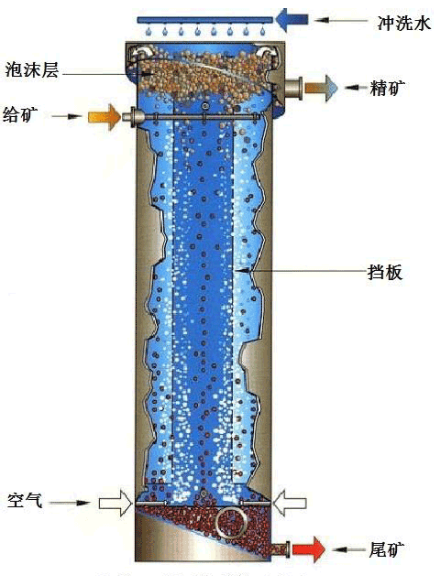
工作原理
�板式浮選柱其斷面形狀有圓形�����、方形或上方下圓形��。礦漿由上部給礦管給入�����,均勻地流入浮選柱內�。壓縮空氣是經柱體下端的充氣室通過豎置的空氣管充入柱內����。形成的大量細小氣泡均勻地分布在整個斷面上��,礦漿在重力作用下緩緩下降�,氣泡由下往上緩緩升起�,與礦漿中所要選取的有用礦物在柱中不斷相遇���。在對流運動中由于藥劑的作用��,所要選取的礦物便附著于升起的氣泡表面上�����,在柱體上部形成礦化泡沫層�,由刮板刮入或自溢到精礦槽中�����,其余礦物(一般是脈石或非選礦物)則從柱體下部錐底的尾礦管排出����。 還有一種自溢式浮選柱�����。 自溢式浮選柱是由上體��、中間圓筒和下體組成���,整個柱體為圓形�。浮選柱中的給礦管有多種深度�����,其給礦點數 目視柱徑大小而異�����,分為三�����、四和八點��。浮選柱的充氣是由風源經柱體下端的風室通過風管進入豎置的微孔塑料空氣管���。
浮選柱耐磨材料修復工藝:
一���、制定施工方案:
1.根據新設備或圖紙確定修復后設備應達到的公差范圍
2.根據工件施膠要求制作相對應的模具
二��、表面處理工藝:
1. 對設備沖蝕缺損部位進行補焊����。
2. 脫脂�����、除潮處理:去除工件表面的油脂�����,使用新棉紗擦拭工件表面���。
3. 噴砂除銹:去除工件表面的氧化層�����,目視檢查��,噴砂面可見均勻的金屬本色�����。噴砂處理完的工件不允許用帶油脂手套直接接觸噴砂面�,噴砂處理后工件要注意防潮���。對不需要處理的部分�����,做好遮蓋保護���。
三�、施膠工藝(因浮選柱內部環境特殊�����,需添加防酸藥劑)
1.先預熱已噴砂的設備�����,將NPT-C-30耐磨修復材料A���、B組份按38:1(重量)比例混合攪拌均勻�, (氣溫較低時����,可以將A組份耐磨修復材料加熱至30~40℃�����,使材料容易攪拌)���,用噴涂機對浮選柱內壁�,依次進行噴涂����。(如:浮選柱內壁局部磨損����,用加熱后的涂覆工具將耐磨修復材料涂覆于磨損部位�����,沿一個方向涂覆)
2.將NPT-C-16-30耐磨修復材料A�、B組份按38:1(重量)比例混合攪拌均勻���,用噴涂機對浮選柱底部��,依次進行噴涂���。(如:浮選柱底部局部磨損����,用加熱后的涂覆工具將耐磨修復材料涂覆于磨損部位��,沿一個方向涂覆)
3.初固后����,將設備專用修復面漆按比例混合均勻后��,用噴涂的方法涂敷于工件表面��,進行表面處理����,使修復面平整�、光滑�;
4.加溫固化:a.完成施膠的工件�����,在常溫30℃(室溫25℃)條件下24—36小時完全固化���。
b.在100℃加熱條件下�,加溫1小時完全固化��。
四��、研磨�、驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理����,打磨至標準尺寸�;
2.驗收:按照設備組裝標準進行組裝�,達到設備正常運行標準����;
3.噴漆:經檢驗合格后���,對工件進行噴漆��,要求噴漆表面均勻���,不允許有流掛現象��。







 客服
客服