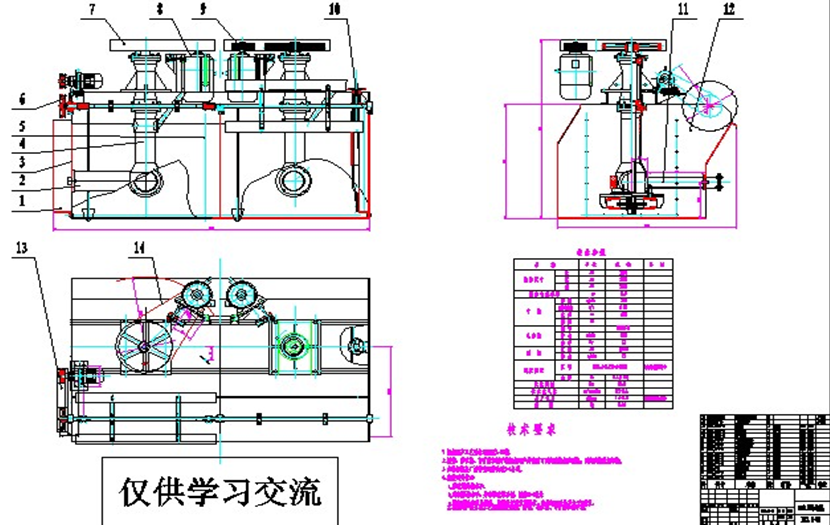
浮選槽工作原理
礦用浮選機廣泛用于選銅���、鋅�����、鉛����、缐���、金等有色金屬�����,也可以用于黑色金屬和非金屬的粗選和精選��。 其工作原理為: 首先���,將物料和藥劑充分混合后放入浮選機地第一室地槽底下�����,經過葉輪旋轉后����,在輪腔中形成負壓���,使得槽底下和槽中地礦漿分別由葉輪地下吸口和上吸口進入混合區���,也使得空氣沿導氣套筒進入混合區��,礦漿�、空氣和藥劑在這里混合����。其次��,在葉輪離心力地作用下���,混合后地礦漿進入礦化區�����,空氣形成氣泡并被粉碎����,與礦粒充分接觸����,形成礦化氣泡�,在定子和紊流板地作用下��,均勻地分布于槽體截面���,并且向上移動進入分離區��。浮到礦漿面再形成礦化泡沫��。調節閘板高度��,控制液面����,使有用泡沫被刮板刮出��。

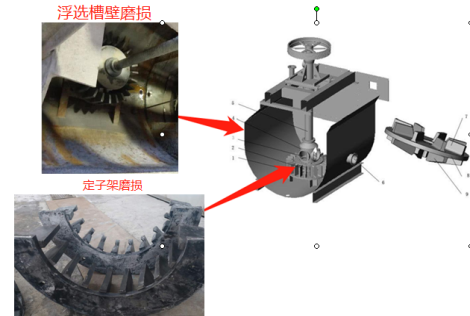
浮選槽磨損腐蝕原因分析
因藥劑對浮選槽槽體具有腐蝕性���,且礦粉及介質對槽體的磨損也較嚴重����,導致浮選槽在使用過程中經常出現槽體磨損����,甚至穿孔等現象�。
施工方案:
一����、浮選槽施工前準備事項:
1��、清除槽體內尾礦漿���。
2���、保持槽體干凈���、干澡����、無水��。
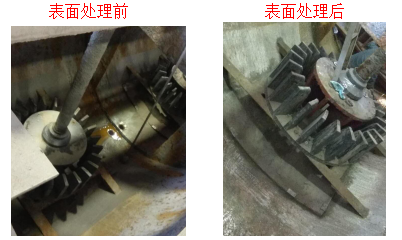
二��、表面處理工藝:
1�、對需處理部位進行粗化處理��,角磨機打磨或噴砂等����;處理過的表面應是粗糙���、干燥�����、無污����、新鮮金屬基材表面���。
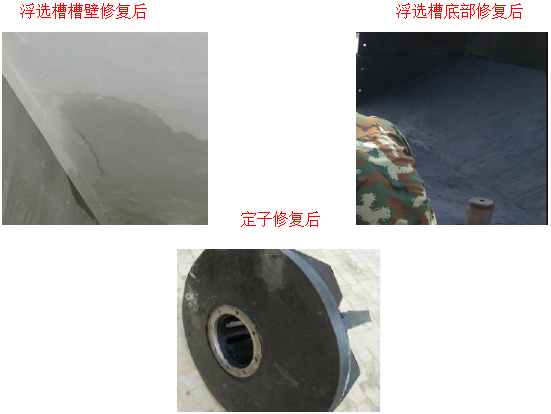
三��、施膠工藝:(參照產品介紹)
1.將NPT-C-30耐磨修復材料A���、B組份按38:1(重量)比例混合均勻����,用噴涂機對浮選槽內壁����,依次進行噴涂����。(如:浮選槽內壁局部磨損�����,用加熱后的施膠工具逐層涂敷于磨損部位�,沿一個方向涂覆�����,將修補面修補平整��、光滑)
2.將NPT-C-16-30耐磨修復材料A��、B組份按38:1(重量)比例混合均勻����,用噴涂機對浮選槽底部����,依次進行噴涂���。(如:浮選槽底部局部磨損��,用加熱后的施膠工具逐層涂敷于磨損部位 ���,沿一個方向涂覆�����,將修補面修補平整����、光滑)
四���、加溫固化:
固化條件:a.完成施膠的工件���,在常溫30℃(室溫25℃)條件下24—36小時完全固化�。如溫度較低����,可適當延長固化時間�����。
五��、研磨��、驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理��,打磨至標準尺寸���;
2.驗收:按照設備組裝標準進行組裝�����,達到設備正常運行標準�����;
3.噴漆:經檢驗合格后�����,對工件進行噴漆�����,要求噴漆表面均勻���,不允許有流掛現象��。







 客服
客服